

Jag litar på PVC-rörets skruvhylsa för extrudering eftersom den använder premiumlegerat stål och avancerade beläggningar. Jag ser hur dessa egenskaper hjälper den att motstå värme, tryck och slitage. Jämfört med standardalternativ är en premiumPVC-rör med enkel skruvcylinderhåller upp till sex gånger längre. Jag förlitar mig också på enenkelskruvtrumma för blåsgjutningoch enPE-rörsextruder med enkel skruvtrummaför tuffa jobb.
Material och konstruktion av PVC-rörskruvfat för extrudering

Urval av premiumlegerat stål
När jag väljer en skruvcylinder för PVC-rör för extrudering fokuserar jag på legeringsstålet. Rätt stål gör hela skillnaden för hållbarhet och prestanda. Jag förlitar mig på material som38CrMoAlA och 42CrMoeftersom de erbjuderhög hållfasthet och utmärkt slitstyrkaDessa stål klarar de tuffa förhållandena vid extrudering, inklusive höga temperaturer och tryck. Jag letar också efter fat med bimetalliska foder eller beklädnad av rostfritt stål när jag behöver extra skydd mot korrosion från PVC:s klorföreningar.
Här är några av de vanligaste legeringsstålen och deras användningsområden:
| Legerat stål / Material | Viktiga egenskaper | Användning i PVC-skruvtunnor |
|---|---|---|
| AISI 4140 | Bra styrka, värmebehandlingsbar, allmänt tillgänglig | Standard för de flesta PVC-skruvfat |
| AISI 4340 | Högre styrka, bättre värmebehandlingspenetration | Används för djupa gängor eller skruvar med liten diameter |
| Nitralloy 135-M | Aluminium för nitrering, förbättrad slitstyrka | Nitrerade ytor för längre livslängd |
| 17-4 PH rostfritt stål | Stark, korrosionsbeständig | Mindre skruvar som behöver korrosionsbeständighet |
| D2- och H13-verktygsstål | Hög slitstyrka, värmebehandlingsbar, korrosionsbeständig | Områden med hög nötning, hylsor, mjukgörande skruvar |
| CPM-verktygsstål (CPM 10V, etc.) | Överlägsen nötnings- och korrosionsbeständighet | Fyllda blandningar, långvarig slitstyrka |
Jag väljer alltid stålkvalitet baserat på kraven för extruderingsprocessen. Höghållfasta legeringar av stål och bimetalliska legeringar ger mig förtroende för att PVC-rörets skruvhylsa för extrudering kommer att hålla i åratal av intensiv användning.
Avancerade ytbehandlingar och hårdhet
Ytbehandlingar spelar en stor roll för hur länge mina skruvcylindrar håller. Jag använder nitrering för att skapa ett hårt lager på stålet, som kan nå upp till 70 HRC. Detta lager motstår slitage och belastning, även när cylindern utsätts för högt tryck och temperatur. Kromplätering ger en slät yta och minskar friktion, vilket gör rengöringen enklare och förbättrar smältflödet. Ibland väljer jag bimetalllegeringar eller volframkarbidbeläggningar för ännu större nötningsbeständighet.
Tips: Nitrering bildar ett nitridlager som är cirka 0,5–0,8 mm djupt, vilket skyddar pipan från slitage och korrosion. Kromplätering, vanligtvis 10–50 mikron tjock, håller ytan jämn och hjälper till att förhindra materialavlagringar.
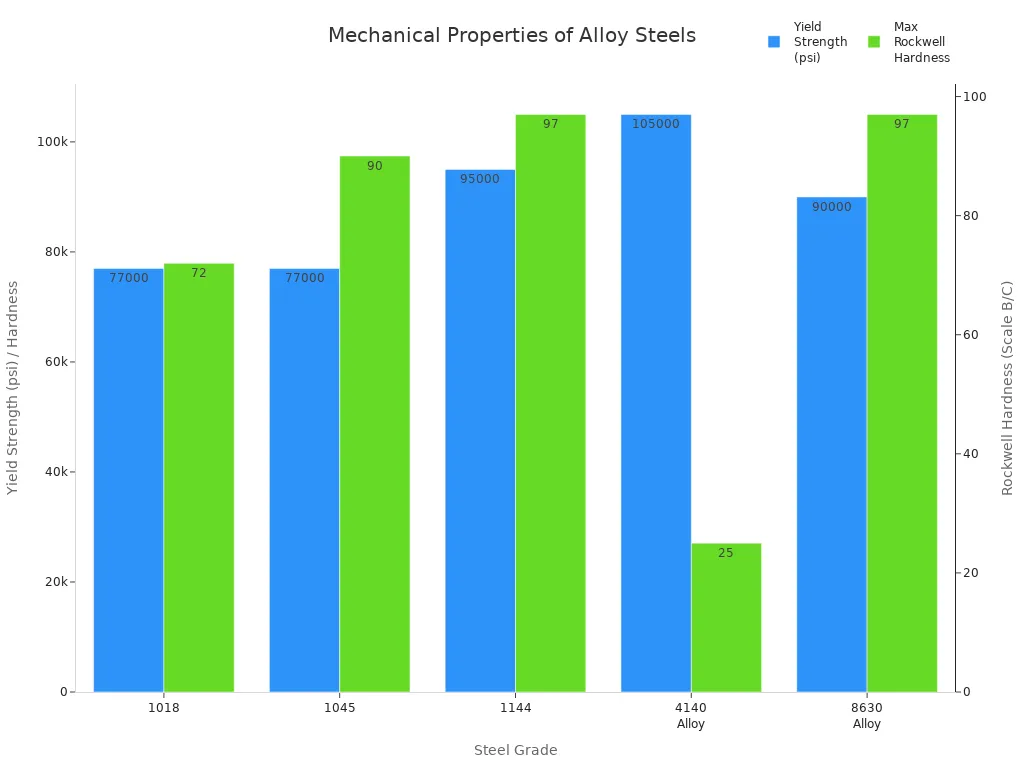
Här är en snabb titt på de mekaniska egenskaperna hos de stål jag använder:
| Stålkvalitet | Sträckgräns (psi) | Max Rockwell-hårdhet (skala) | Anmärkningar om egenskaper och användning |
|---|---|---|---|
| 4140-legering | 60 000–105 000 | C20 – C25 | Tålig, duktil, slitstark |
| 17-4 PH rostfritt stål | 110 000 | C40 | Stark, korrosionsbeständig |
| D2 Verktygsstål | 90 000 | C55 | Hög slitstyrka, korrosionsbeständig |
Jag anpassar alltid ytbehandlingen till den typ av plast och tillsatser jag använder. På så sätt förblir min PVC-rörs skruvhylsa för extrudering pålitlig och effektiv.
Precisionstillverkning och strukturell integritet
Precisionstillverkning är grunden för en hållbar skruvcylinder. Jag litar på att CNC-bearbetning håller snäva toleranser, ibland så exakta som ±0,01 mm. Denna noggrannhet säkerställer att skruv och cylinder passar perfekt ihop, vilket är avgörande för effektiv PVC-transport och blandning. Jag är noga med skruvgeometrin – gängor, kanaldjup, stigning och kompressionsförhållande. Dessa funktioner hjälper mig att kontrollera tryck och temperatur, vilket förhindrar materialnedbrytning.
- Jag använder vakuumventilationssektioner och blandningselement för att avlägsna instängda gaser och blanda tillsatser noggrant.
- Värmeelement och kylkanaler i pipan låter mig kontrollera temperaturzoner och hålla smältan stabil.
- Integrerade styrsystem gör det möjligt för mig att övervaka och justera processen i realtid, vilket bibehåller måttnoggrannheten och förhindrar defekter.
Om jag upptäcker slitage eller dimensionsavvikelser agerar jag snabbt. Även små förändringar kan minska transportkapaciteten och plasticeringseffektiviteten, vilket leder till ojämna rörväggar eller osmälta partiklar. Genom att upprätthålla precision säkerställer jag att mina PVC-rörsskruvrör för extrudering ger jämn kvalitet och lång livslängd.
Design- och driftsfördelar med PVC-rörskruvrör för extrudering

Optimerad skruvgeometri och jämn matning
När jag väljer en skruvcylinder till PVC-rör för extrudering är jag noga med skruvgeometrin. Rätt design hjälper mig att uppnå en jämn och jämn matning av PVC-material. Jag letar efter funktioner som stöder effektiv transport och blandning. Här är några viktiga designelement jag tar hänsyn till:
- Djupare gångar och kanaler i transportsektionen flyttar material snabbt utan att orsaka för mycket skjuvning.
- Kanaldjupet minskar från transportzonen till doseringszonen, vilket balanserar smältning och blandning.
- En större flyghöjd flyttar mer material med mindre kraft, medan omvända element hjälper till att kontrollera flödet och förbättra blandningen.
- Matningssektionen håller materialflödet uppe och förhindrar blockeringar.
- Kompressionssektionen smälter och blandar PVC:n med hjälp av friktionsvärme.
- Doseringssektionen säkerställer en jämn utmatning av smält material.
Jag ser alltid till att skruvgeometrin matchar PVC:ns egenskaper och extruderingsprocessens behov. Denna noggranna design hjälper mig att undvika defekter och håller materialflödet jämnt.
Om jag märker något slitage på skruven agerar jag snabbt. Även små förändringar i geometrin kan orsaka ojämnt flöde och defekter i det slutliga röret. Genom att hålla skruven i toppskick bibehåller jag högkvalitativ extrudering och minskar spill.
Integrerade värme- och kylsystem
Noggrann temperaturkontroll är avgörande för att producera starka och jämna PVC-rör. Jag förlitar mig på avancerade värme- och kylsystem inbyggda i skruvröret. Dessa system hjälper mig att hålla temperaturen precis rätt under varje steg av extruderingen.
| Systemtyp | Beskrivning | Applikationskontext |
|---|---|---|
| Värmesystem | Elektriska uppvärmningsmetoder, såsom induktions- och motståndsvärme, tillämpade utanför pipan | Ger den värme som behövs för att smälta PVC |
| Kylsystem | Vatten- eller luftkylningssystem; luftkylning för små extrudrar, vattenkylning för större | Förhindrar överhettning och håller temperaturen stabil |
Jag använder temperatursensorer för att övervaka processen i realtid. Automatiserade kontroller justerar uppvärmning och kylning efter behov. Denna inställning håller smälttemperaturen stabil, vilket är viktigt för rörkvalitet och dimensionsnoggrannhet.
- Temperaturkontroll i varje zon säkerställer att PVC:n smälter fullständigt och jämnt.
- Rätt formtemperatur förhindrar att röret sjunker eller stelnar för tidigt.
- Kylsystem hjälper röret att behålla sin form och minska inre spänningar.
Med dessa system kan jag snabbt anpassa mig till förändringar och undvika defekter som ojämna väggar eller grova ytor.
Motståndskraft mot slitage, korrosion och högt tryck
PVC-rörets skruvrör för extrudering klarar tuffa förhållanden. Jag väljer rör tillverkade av speciallegeringar och med avancerade beläggningar för att motstå slitage och korrosion. PVC-bearbetning kan frigöra saltsyra, som angriper vanligt stål. För att förhindra detta använder jag bimetalliska rör med nickelrika foder och hårda beläggningar som volframkarbid.
- Limslitage uppstår när metalldelar gnider mot varandra.
- Slitage kommer från fyllmedel som glasfibrer eller mineraler i PVC:n.
- Korrosivt slitage orsakas av kemikalier som frigörs under bearbetningen.
Jag ser också till att skruv- och pipmaterialen matchar. Detta förhindrar problem på grund av olika expansionshastigheter vid uppvärmning. Regelbundna kontroller och underhåll hjälper mig att upptäcka slitage tidigt och undvika större reparationer.
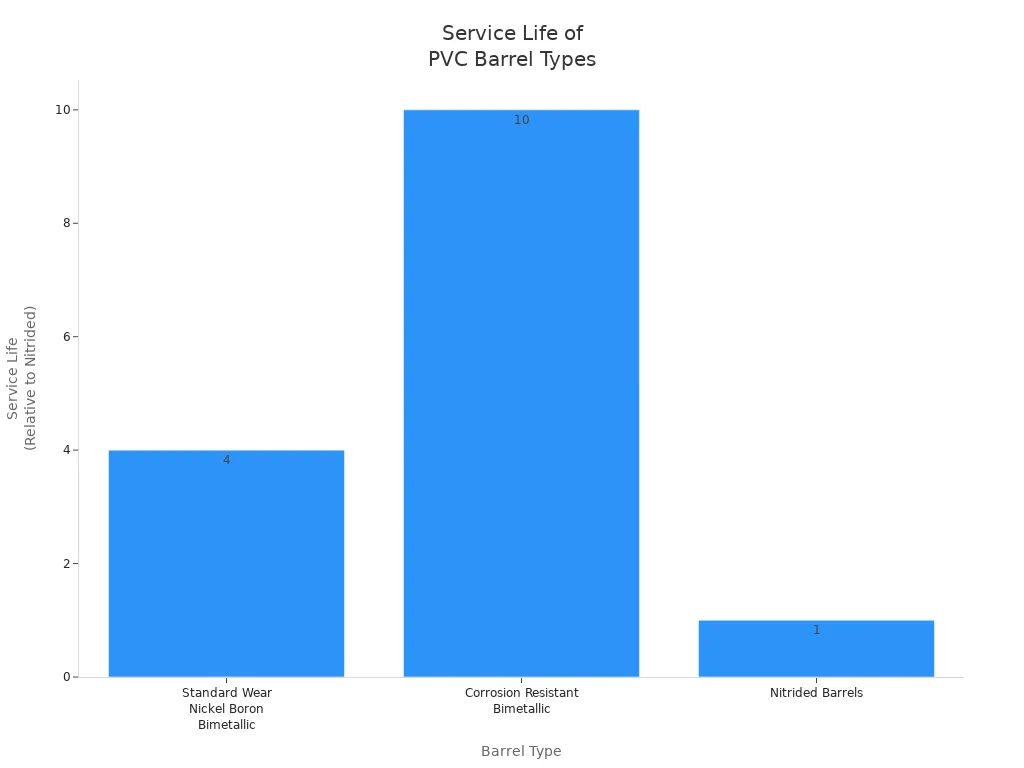
| Tunntyp | Slitstyrka | Korrosionsbeständighet | Livslängd jämfört med nitrerade pipor |
|---|---|---|---|
| Standard slitage Nickel Bor Bimetallisk | Utmärkt nötningsbeständighet | Måttlig korrosionsbeständighet | Minst 4 gånger längre |
| Korrosionsbeständig bimetallisk | Utmärkt slitstyrka | Utmärkt mot HCl och syror | Över 10 gånger längre i korrosiva miljöer |
| Nitrerade fat | Hög ythårdhet | Dålig korrosionsbeständighet | Baslinje (1x) |
Genom att använda dessa material och konstruktioner förlänger jag livslängden på min utrustning och håller produktionen igång smidigt, även under högt tryck och med slipande material.
Konsekvent extruderingskvalitet och förlängd livslängd
Jag vet att jämn kvalitet är nyckeln vid tillverkning av PVC-rör. Jag övervakar viktiga parametrar som temperatur, tryck och hastighet för att hålla processen stabil. Jag använder precisionsverktyg för att kontrollera rörets dimensioner och leta efter ytdefekter. Automatiserade system hjälper mig att upptäcka problem tidigt och hålla processen på rätt spår.
- Jag spårar produktionsvolym, defektfrekvens och energiförbrukning för att mäta prestanda.
- Regelbundet underhåll och justeringskontroller hjälper mig att undvika driftstopp.
- Hållbara skruvcylindrar med bimetalliska beläggningar minskar hur ofta jag behöver stanna för reparationer.
När jag investerar i en högkvalitativ PVC-rörsskruvcylinder för extrudering ser jag färre haverier och mindre avfall. Mina underhållskostnader sjunker och jag kan bearbeta återvunnet material lättare. Jag märker också lägre energiförbrukning eftersom utrustningen är mer effektiv.
Enligt min erfarenhet leder dessa fördelar till betydande kostnadsbesparingar och högre produktivitet. Jag kan möta leveransdeadlines och hålla mina kunder nöjda.
Jag investerar i en skruvcylinder för PVC-rör för extrudering eftersom den ger långvarig prestanda och jämn rörkvalitet.
- Modulära cylinderkonstruktioner och avancerade material minskar stilleståndstid och underhållskostnader.
- Regelbundna inspektioner och korrekta ytbehandlingar hjälper mig att uppfylla branschstandarder.
| Förmån | Resultat |
|---|---|
| Hög hållbarhet | Lägre driftskostnader |
| Avancerad teknologi | Förbättrad kundnöjdhet |
Vanliga frågor
Hur underhåller jag min PVC-rörs skruvcylinder för extrudering?
Jag rengör pipan regelbundet. Jag inspekterar för slitage och korrosion. Jag byter ut slitna delar snabbt. Jag använder rekommenderade smörjmedel och övervakar temperaturinställningarna.
Tips: Schemalägg månatliga inspektioner för att upptäcka tidiga tecken på slitage.
Vilken ytbehandling fungerar bäst för högslitande PVC-extrudering?
Jag föredrar nitrering för de flesta jobb. Jag använder bimetalliska eller volframkarbidbeläggningar när jag bearbetar slipmedel. Dessa behandlingar förlänger livslängden och motstår slitage.
Kan jag anpassa skruvgeometrin för olika PVC-rörstorlekar?
Jag arbetar med tillverkare för att anpassaskruvdiameter, stigning och rördjup. Anpassad geometri hjälper mig att uppnå optimalt smältflöde och jämn rörkvalitet för alla storlekar.
| Anpassningsalternativ | Förmån |
|---|---|
| Diameter | Matchar rörtjockleken |
| Tonhöjd | Styr materialflödet |
| Flygdjup | Förbättrar blandningskvaliteten |

Publiceringstid: 27 augusti 2025