

Enkelskruvsextrudering använder en enda roterande skruv, medan dubbelskruvsextrudering använder två ihopgripande skruvar för förbättrad blandning. Denna skillnad påverkar produktkvaliteten och processkontrollen. För enkel produktion i hög volym, enEnkel skruvtrumma av plastpassar de flesta behov.DubbelskruvsextruderfatochTvillingskruvar för plastextrudrarutmärka sig i komplex blandning.
Enkelskruvsextrudering förklarad
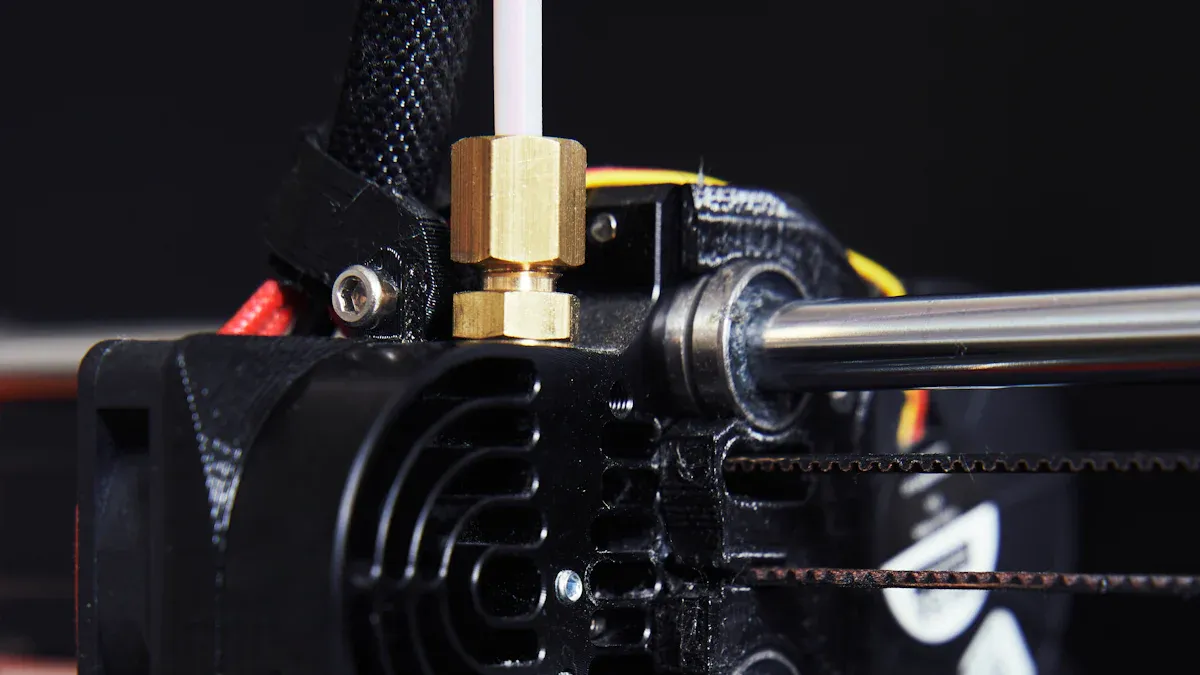
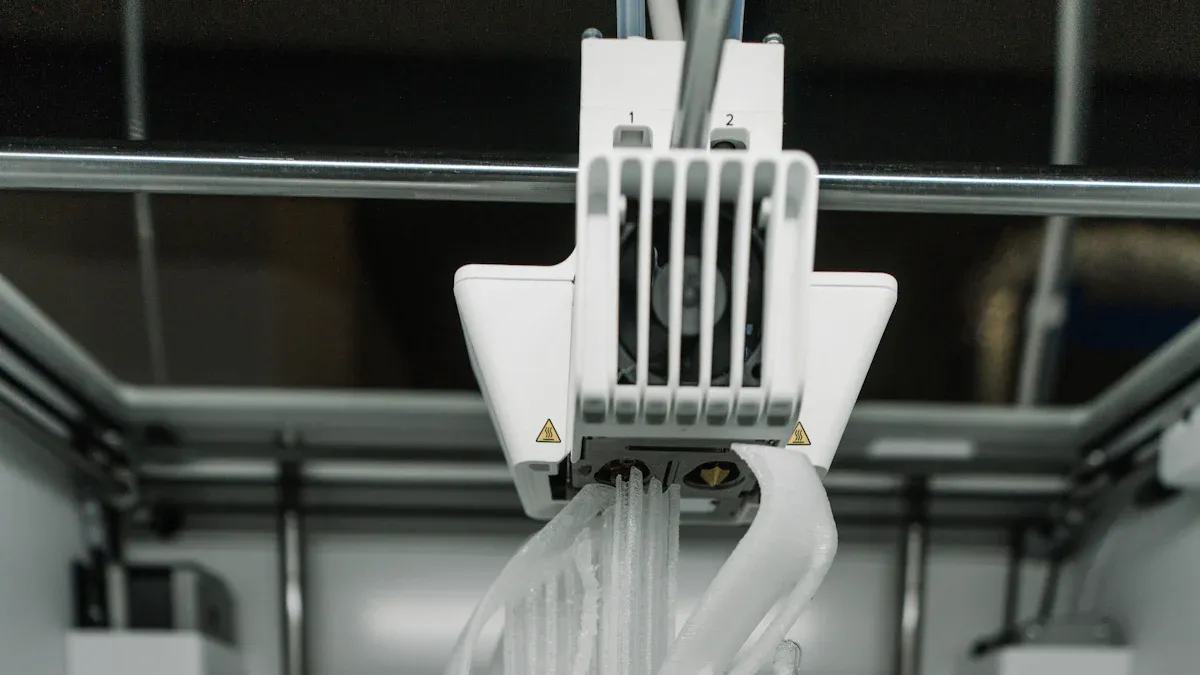
Hur enkelskruvsextrudering fungerar
Enkelskruvsextrudering använder en enda roterande skruv inuti en uppvärmd cylinder. Skruven flyttar råplast eller gummimaterial framåt, där friktion och värme smälter det. Det smälta materialet passerar genom en form för att bilda en kontinuerlig form. Operatörer kontrollerar viktiga processparametrar som cylindertemperatur (vanligtvis 160–180 °C), skruvhastighet och formtemperatur. Upptagningsenhetens hastighet och vattentankens temperatur hjälper till att kontrollera slutproduktens diameter och kylning. Skruven utför...tre huvudfunktioner: transport, smältning och blandning. TunndesignFunktioner som härdning och kromplätering minskar friktion och klibbning, vilket säkerställer smidig drift.
Fördelar med enkelskruvsextrudering
Tillverkare väljerenkelskruvsträngsprutningför dess enkelhet och kostnadseffektivitet. Designen möjliggör enkel drift och underhåll. Lägre initiala investerings- och driftskostnader gör den attraktiv för många företag.Energieffektivitetsticker ut eftersom systemet använder optimerad uppvärmning och färre rörliga delar. Operatörer kan uppnå jämn produktkvalitet genom att justera temperatur, tryck och skruvhastighet. Systemet hanterar ett brett utbud av råmaterial, vilket gör det mångsidigt för olika produktionsbehov.
Tips: Regelbundet underhåll och energiövervakning i realtid kan ytterligare förbättra effektiviteten och produktkvaliteten.
Begränsningar med enkelskruvsextrudering
Enkelskruvsextrudering står inför vissa utmaningar. Genomströmningen kan bli instabil vid höga skruvhastigheter, vilket begränsar produktionshastigheterna. Att upprätthålla smälttemperatur och produkthomogenitet kan vara svårt, särskilt med komplexa material. Processen kan ha problem med avancerad blandning eller formuleringar som kräver exakt kontroll. Matningsbeteende och genomströmning beror också starkt på skruvdesign och matningsöppningens geometri.
Typiska tillämpningar för enkelskruvsextrudering
Enkelskruvsextrudering används inom många branscher. Förpackningar är marknadsledande med cirka 60 % och producerar filmer och ark av polymerer som PE, PP och PVC. Byggsektorn använder den för rör och profiler, medan biltillverkare förlitar sig på den för invändiga och exteriöra delar. Medicin-, konsumentvaru- och elektronikindustrin drar också nytta av denna teknik.
| Modelltyp | Skruvdiameter (mm) | L:D-förhållande | Motoreffekt (kW) | Utgångskapacitet (kg/timme) | Anmärkningar om effektivitet och standarder |
|---|---|---|---|---|---|
| Högeffektiv enkelskruv | 60–120 | 38:1 | 110–315 | 465 – 1300 | 20–30 % högre hastighet; Siemens AC-motorer, CE-certifierade |
| Normal standard enkelskruv | 60–120 | 33:1 | 55–315 | 150–900 | Komponenter av standardkvalitet |
Översikt över dubbelskruvextrudering
Hur dubbelskruvsextrudering fungerar
Dubbelskruvsträngsprutninganvänder två i varandra gripande skruvar som roterar inuti en uppvärmd cylinder. Operatörer matar in råmaterial som pellets eller pulver i tratten. Skruvarna flyttar materialet framåt, komprimerar och knådar det. Värme från cylindern och friktion från skruvarna smälter materialet. Specialiserade skruvelement blandar och homogeniserar smältan, vilket säkerställer jämn spridning av tillsatser. Det smälta materialet passerar sedan genom en form för att bilda slutprodukten. Modulära cylinder med värme- och kylzoner möjliggör exakt temperaturkontroll. Ventilationszoner avlägsnar luft och flyktiga ämnen, vilket förbättrar produktkvaliteten.
Styrkor med dubbelskruvextrudering
Dubbelskruvsextrudering erbjuder flera fördelar:
- Överlägsen blandning och homogenisering tack vare ihopgripande skruvar.
- Höga skjuvkrafterförbättra blandning och produktuniformitet.
- Modulär design möjliggör enkel justering för olika material.
- Förbättrad temperaturkontroll minskar termisk nedbrytning.
- Hög genomströmning och produktivitet stöder storskalig tillverkning.
- Flexibla skruvkonfigurationer optimerar bearbetningen för olika polymerer.
- Bättre processkontroll med oberoende justering av skruvhastighet och temperatur.
- Längre livslängd på utrustningen eftersom lasten delas mellan två skruvar.
| Teknisk aspekt | Beskrivning |
|---|---|
| Överlägsen blandning och homogenisering | Sammangripande skruvar skapar skjuv- och knådningseffekter för jämn blandning. |
| Hög genomströmning och produktivitet | Medroterande skruvar möjliggör högre produktionshastigheter och effektivitet. |
| Mångsidighet | Kan bearbeta olika polymerer och komplexa formuleringar. |
Svagheter hos dubbelskruvextrudering
- Dubbelskruvsextrudrar har en komplex struktur och högre kostnad.
- Materialflödet inuti extrudern är svårt att modellera och förutsäga.
- Tryckfluktuationer kan uppstå på grund av skruvgeometri.
- Övervakning av partikelstorlek och processstabilitet innebär utmaningar.
- Att skala upp från labb till produktion kräver noggrann anpassning.
Vanliga användningsområden för dubbelskruvextrudering
Dubbelskruvsextrudrar spelar en nyckelroll i många industrier. Tillverkare använder dem för att blanda plast, bearbeta återvunnet material och producera bioplaster. Livsmedelsindustrin förlitar sig på dem för snacks, spannmål och djurfoder. Läkemedelsföretag använder dubbelskruvsextrudering för att tillverka fasta doseringsformer. Kemi- och gummisektorerna drar också nytta av deras exakta blandning och kontroll. Marknaden för dubbelskruvsextrudrar fortsätter att växa, driven av efterfrågan i Asien-Stillahavsområdet, Europa och Nordamerika.
Enkelskruvsextrudering kontra dubbelskruvsextrudering: Viktiga jämförelser

Skillnader i design och mekanism
Enkelskruvsträngsprutninganvänder en enda roterande skruv med ett enkelt spiralmönster. Denna design trycker materialet framåt genom cylindern. Däremot har dubbelskruvextrudrar två i varandra ingripande skruvar. Dessa skruvar kan rotera i samma eller motsatta riktningar och inkluderar ofta knådningsblock för bättre blandning. Tabellen nedan visar de viktigaste tekniska skillnaderna:
| Aspekt | Enkelskruvsextruder | Dubbelskruvsextruder |
|---|---|---|
| Skruvdesign | En roterande skruv med ett enkelt spiralmönster som trycker materialet framåt. | Två i varandra ingripande skruvar, eventuellt med- eller motroterande, med komplexa geometrier inklusive knådningsblock. |
| Blandningsförmåga | Lämplig för homogena material och enkel blandning. | Överlägsen blandning tack vare sammangripande skruvar, vilket möjliggör bättre dispersion av tillsatser och fyllmedel. |
| Genomströmning och utdata | Generellt lägre genomströmnings- och utmatningshastigheter. | Högre genomströmning och produktion, lämplig för storskalig produktion. |
| Temperaturkontroll | Grundläggande kontroll över temperatur, skruvhastighet och cylindertryck. | Förbättrad temperaturreglering med interna värme-/kylzoner längs pipan. |
| Materialhantering | Effektiv för termoplaster, elastomerer och återvunnen plast med jämn produktkvalitet. | Bättre lämpad för högviskösa, värmekänsliga och komplexa formuleringar som kräver exakt kontroll. |
| Processflexibilitet | Mindre flexibel, enklare drift och underhåll. | Större flexibilitet tack vare modulär skruvdesign och justerbara parametrar. |
| Avgasningsförmåga | Begränsade avgasnings- och avflyktningsmöjligheter. | Effektiv avgasning och avflyktning, viktigt för kvalitetskontroll. |
| Applikationsexempel | Plastfilmer, rör, blandning, trådbeläggning, plåtextrudering, livsmedelsbearbetning. | Polymerblandning, livsmedelsbearbetning, läkemedel och bearbetning av komplexa material. |
Forskare som Shen et al. och Sastrohartono et al. har visat att dubbelskruvextrudrar erbjuder mer avancerade designfunktioner, såsom bättre skjuvflöde och energieffektivitet, särskilt för komplexa material.
Blandnings- och bearbetningsmöjligheter
Blandnings- och bearbetningskapaciteten skiljer dessa två tekniker åt. Enkelskruvsextrudering fungerar bra för enkla, homogena material. Den kan hantera grundläggande blandningsuppgifter, men kämpar med avancerad blandning eller formuleringar som kräver exakt kontroll. Dubbelskruvsextruder utmärker sig i blandning. Deras sammanflätade skruvar skapar starka skjuv- och knådningseffekter. Denna åtgärd säkerställer jämn spridning av tillsatser och fyllmedel, vilket är avgörande för högkvalitativa produkter. Operatörer kan justera skruvelement och cylinderzoner för att finjustera processen för olika material. Som ett resultat stöder dubbelskruvsystem komplexa recept och krävande produktionskrav.
Obs: För tillverkare som behöver blanda flera polymerer eller tillsätta fyllmedel ger dubbelskruvsextrudrar en tydlig fördel i blandningsprestanda.
Genomströmning och effektivitet
Genomströmning och effektivitet spelar en viktig roll vid valet mellan dessa system. Enkelskruvsextrudering erbjuder vanligtvis lägre genomströmning, vilket gör den lämplig för mindre produktionsmål. Den arbetar med lägre bearbetningshastigheter och ger konsekventa resultat för standardprodukter. Dubbelskruvsextruder, å andra sidan, uppnår högre genomströmning och snabbare bearbetningshastigheter. De stöder krav på stora kapaciteter och bibehåller produktkvaliteten även med komplex granulering. Tabellen nedan jämför viktiga mätvärden:
| Metrisk | Enkelskruvsextruder | Dubbelskruvsextruder |
|---|---|---|
| Genomströmning | Lägre genomströmning, lämplig för låga produktionsmål | Högre genomströmning, lämplig för krav på hög kapacitet |
| Bearbetningshastighet | Långsammare bearbetningshastigheter | Snabbare bearbetningshastigheter |
| Produktkvalitet | Begränsad blandningsintensitet, mindre komplex granulering | Förbättrad blandning, stödjer komplex granulering |
| Driftskostnader | Lägre driftskostnader tack vare enkelhet och energieffektivitet | Högre driftskostnader på grund av komplexitet och underhåll |
| Flexibilitet | Mindre flexibel, enklare drift | Större flexibilitet, kan hantera komplexa formuleringar |
| Utgångshastigheter | Generellt lägre produktionshastigheter | Högre produktionshastigheter |
Dubbelskruvsextrudrar motiverar ofta sina högre driftskostnader med ökad produktivitet och förmågan att hantera mer krävande material.
Flexibilitet och mångsidighet
Flexibilitet och mångsidighet är avgörande för modern tillverkning. Enkelskruvsextrudering ger pålitlig prestanda för standardprodukter och material. Det erbjuder dock begränsad flexibilitet vid växling mellan olika formuleringar eller produkttyper. Dubbelskruvsextruder utmärker sig inom detta område. På mässan K 2016 visade avancerade dubbelskruvslinjer snabba växlingar mellan material, färger och tjocklekar. Vissa system bytte format på minuter, inte timmar. Dessa extruder bearbetade flerskiktsfilmer med upp till 11 lager och hanterade material som EVOH, nylon och olika polyetenkvaliteter. Produktionsdata visade en45,8 % minskning av materialavfalloch nästan 29 % energibesparingar efter uppgradering till flexibla dubbelskruvsystem. Avkastningsperioden på investeringen förkortades också med över 26 %. Dessa förbättringar belyser de operativa fördelarna med dubbelskruvsextrudrar i komplexa miljöer med flera material.
Kostnads- och underhållsöverväganden
Kostnad och underhåll påverkar det slutgiltiga beslutet för många tillverkare. System med enkelskruvsextrudering kostar mindre att köpa in och driva. Deras enkla design innebär färre delar att underhålla och lägre energiförbrukning. Rutinmässigt underhåll är enkelt och driftstoppen förblir minimal. Dubbelskruvsextruder kräver en högre initial investering. Deras komplexa struktur och avancerade funktioner leder till ökade underhållsbehov och högre energianvändning. Men för företag som producerar högvärdiga eller komplexa produkter överväger fördelarna med flexibilitet, genomströmning och kvalitet ofta de extra kostnaderna. Att välja rätt system beror på att balansera dessa faktorer med produktionsmål och budget.
Att välja rätt extruder för dina behov
Materiallämplighet
Att välja rätt extruder börjar med att förstå materialkompatibilitet. Viktiga maskinkomponenter somskruvhastighet, diameter och förhållande mellan längd och diameterpåverka hur väl extrudern bearbetar olika material. Till exempel hjälper högre L/D-förhållanden till med komplexa material som behöver noggrann smältning och blandning. Tunneldesign, inklusive temperaturzoner och ventilation, stöder känsliga eller återvunna material. Branschriktlinjer rekommenderar att extrudern matchas med materialets bearbetningstemperatur, viskositet och flödeshastighet. Enkelskruvextrudering fungerar bra för massbearbetning av termoplaster, medan dubbelskruvextrudrar hanterar komplexa formuleringar inom livsmedels-, läkemedels- och polymerindustrin.
Produktionsskala och produktion
Produktionsskala och produktionskrav spelar en viktig roll i valet av extruder. Högre produktionshastigheter kan öka energianvändningen och underhållsbehovet. Modulära skruvkonfigurationer möjliggör bättre skalbarhet och prestanda. Studier visar attgenomströmning och fyllningsnivå påverkar produktkvalitet och blandningseffektivitetStörre extrudrar kräver noggrann justering av driftsparametrar för att bibehålla konsekventa resultat. Företag måste balansera produktionsmål med driftskostnader och teknisk komplexitet.
Budget- och kostnadsfaktorer
Kostnadsöverväganden inkluderar både initiala och löpande kostnader. Tabellen nedan visar viktiga kostnadsfaktorer:
| Kostnadsfaktor | Beskrivning | Budgetpåverkan |
|---|---|---|
| Första köpet | Varierar beroende på storlek och typ | Stor initial investering |
| Certifiering | ISO 9001, CE, etc. | Kan öka inköpspriset |
| Underhåll | Regelbunden service krävs | Löpande årsavgifter |
| Energiförbrukning | Effektiva modeller sparar långsiktiga kostnader | Högre i förskott, lägre månadskostnad |
| Utbildning | Behövs för korrekt drift | 1–3 % av inköpspriset |
Tillverkare i Asien-Stillahavsområdet drar ofta nytta av lägre driftskostnader på grund av regionala fördelar.
Applikationsbaserade rekommendationer
Närvälja ett extruderingssystem, bör företag beakta produktionsvolym, leverantörsflexibilitet och kvalitetskrav. För basprodukter och småskaliga serier erbjuder enkelskruvsextrudering enkelhet och lägre kostnader. Dubbelskruvsextruder passar för högvolym, komplexa eller innovativa produkter som kräver avancerad blandning och flexibilitet. Industrier som fordonsindustrin, livsmedelsindustrin och läkemedelsindustrin föredrar ofta dubbelskruvsystem för sin mångsidighet och produktkvalitet. Företag som strävar efter marknadsdifferentiering kan byta till dubbelskruvsextrudering för att uppnå unika produktegenskaper.
- DubbelskruvsextrudrarAnvänd två skruvar för bättre blandning och stabilt materialflöde.
- De hanterar fler materialtyper och erbjuder högre produktivitet.
- Enkelskruvsextrudering fungerar bäst för enkla material med låg viskositet.
- För komplexa produkter eller högre effektivitet bör företag välja dubbelskruvextrudrar.
Vanliga frågor
Vad är den största skillnaden mellan enkelskruvs- och dubbelskruvsextrudering?
Enkelskruvsextrudering använder en skruv för grundläggande bearbetning. Dubbelskruvsextrudering använder två skruvar för bättre blandning och hantering av komplexa material.
Vilken extruder fungerar bäst för återvinning av plast?
Dubbelskruvsextrudrar hanterar återvunnen plast mer effektivt. De ger bättre blandning och kontroll, vilket förbättrar produktkvaliteten.
Hur skiljer sig underhållet mellan de två typerna?
Enkelskruvsextrudrar kräver mindre underhåll.Dubbelskruvsextrudrar behöver mer uppmärksamhetpå grund av deras komplexa design och ytterligare delar.
Publiceringstid: 8 juli 2025