

Jag ser hurEnkelskruvfatförvandla plaståtervinning. När jag använder en enkelskruvtrumma för återvinning av granulering märker jag bättre smältkvalitet, jämnare blandning och mindre slitage.Plastextruder för plaståtervinninggår smidigare. Med exakt temperatur och skruvhastighet, minExtruder för plaståtervinninguppnår högre produktion och pelletskvalitet.
- Smältflöde
- Skruvhastighet
- Tunntemperatur
- Hantering av skjuvspänning
Viktiga mekanismer som driver effektivitet

Förbättrad smälthomogenisering
När jag använder min återvinningsextruder fokuserar jag på att uppnå en jämn smälta. Smälthomogenisering innebär att plasten blandas noggrant medan den smälter, så att varje pellet har samma kvalitet. Jag har lärt mig attkontroll av smälttemperatur och flödeär avgörande. Studier av plaster som nylon och polypropen visar att när jag håller smältan jämn får jag bättre återvunna pellets. Om smältan inte är jämn kan den återvunna plasten bli svag eller spröd.
Jag ser skillnaden i pelletskvalitet när jag använder en enkelskruvtrumma som är utformad för bättre blandning. Till exempel visar forskning om homogenisering av smältskjuvning att blandning med hög skjuvning i enkelskruvtrummor förbättrar den fysiska och termiska enhetligheten hos återvunnen plast. Denna process minskar föroreningar och förändrar polymerstrukturen på ett sätt som underlättar ytterligare återvinningssteg. Jag märker att mina återvunna pellets har färre defekter och bättre prestanda när smältan är homogen.
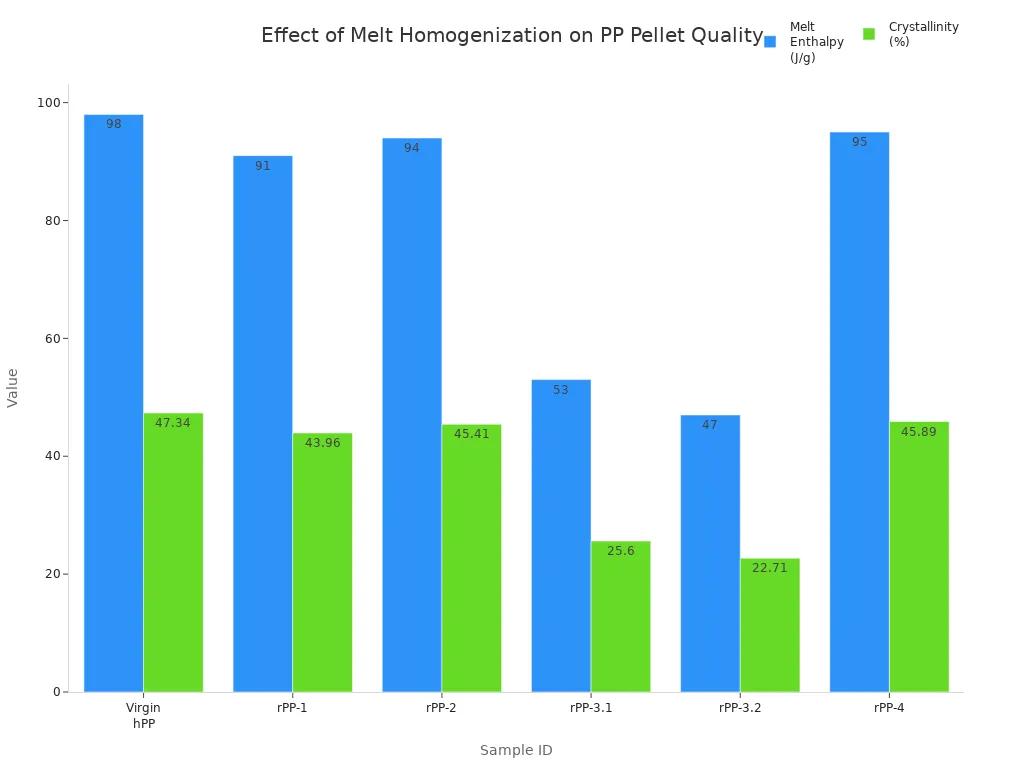
Siffrorna bekräftar vad jag ser i min verkstad. När jag jämför återvunna polypropenprover ser de med högre kristallinitet och smältenthalpi ut och fungerar mer som jungfruplast. Här är en tabell som visar hur olika bearbetningsförhållanden påverkar pelletskvaliteten:
| Prov-ID | Smältentalpi (J/g) | Kristallinitet (%) |
|---|---|---|
| Jungfrulig homopolymer PP (hPP) | 98 | 47,34 |
| Återvunnet PP-1 (rPP-1) | 91 | 43,96 |
| Återvunnet PP-2 (rPP-2) | 94 | 45,41 |
| Återvunnet PP-3.1 (rPP-3.1) | 53 | 25,60 |
| Återvunnet PP-3.2 (rPP-3.2) | 47 | 22,71 |
| Återvunnet PP-4 (rPP-4) | 95 | 45,89 |
Jag strävar alltid efter resultat som rPP-1, rPP-2 och rPP-4, vilka ligger nära jungfrulig PP. Lägre värden, som rPP-3.1 och rPP-3.2, visar att smältan inte blandades väl eller var förorenad.
När jag kontrollerar smältflödet och blandningen ser jag också bättre mekaniska egenskaper i slutprodukten. Mina återvunna pellets töjs ut och håller nästan lika bra som ny plast, vilket innebär att jag kan använda dem i mer krävande applikationer.
Optimerad skruvgeometri
Formen och designen på skruven inuti min extruder gör stor skillnad. Jag har provat olika skruvgeometrier och märkt hur de påverkar energianvändning, smältkvalitet och produktion. När jag använder en skruv med rätt geometri får jag en jämnare blandning och högre genomströmning. Jag använder också mindre energi, vilket sparar pengar och minskar slitaget på min utrustning.
- Skruvgeometrin påverkar hur mycket energi jag behöver och hur stabil smälttemperaturen förblir.
- Att öka skruvhastigheten kan minska energiförbrukningen, men skruvkonstruktionen måste matcha materialet.
- Barriärskruvar och blandningselement hjälper till att hålla smälttemperaturen jämn och förbättra blandningen.
- Vissa skruvkonstruktioner låter mig köra extrudern snabbare utan att förlora kvalitet.
- Rätt skruvgeometri balanserar energieffektivitet med hög effekt och god smältkvalitet.
Jag har sett att barriärskruvar, som separerar fast och smält plast, gör att jag kan köra med högre hastigheter och få ut mer. Jag måste dock hålla koll på genomströmningen för att hålla smältan jämn. Blandningselement som Maddock-skärsektionen ger mig bättre homogenisering, vilket innebär färre defekter i mina pellets.
Här är en snabb jämförelse av skruvtyper och deras effekter:
| Skruvgeometri | Blandningskonsistens (homogenitet) | Genomströmning | Anteckningar |
|---|---|---|---|
| Barriärskruvar | Bra på hög genomströmning, kräver noggrann kontroll | Hög | Bäst för stora satser, se upp för ojämn blandning vid mycket höga hastigheter |
| Tredelade skruvar | Stabil, men lägre genomströmning | Måttlig | Bra för stabil produktion, mindre flexibel |
| Blandningselement | Utmärkt homogenisering | Varierar | Maddock-saxen ger bästa blandning, särskilt för tuffa plaster |
Jag väljer alltid den skruvgeometri som matchar den plast jag återvinner. På så sätt får jag den bästa balansen mellan hastighet, kvalitet och energiförbrukning.
Avancerade fatmaterial
Materialet i skruvpipan spelar lika stor roll som dess design. Jag förlitar mig på pipor tillverkade av högkvalitativa legeringsstål som 38CrMoAl, vilka erbjuder styrka och seghet. När jag använder pipor med nitrerade ytor ser jag en stor ökning av hårdheten. Det betyder att min utrustning håller längre, även när jag bearbetar slipande eller förorenade plaster.
- Legerade stål som 38CrMoAlA och AISI 4140 ger mig den hållbarhet jag behöver.
- Pulvermetallurgiska stål ger ännu bättre slitage- och korrosionsbeständighet.
- Nitreringsbehandlingar ökar ythårdheten och når ofta HV900 eller mer.
- Bimetalliska beläggningar, som volframkarbid, skyddar mot slipande fyllmedel.
- Kromplätering ger ytterligare ett skyddslager mot rost och slitage.
Jag har märkt att när jag använder tunnor med dessa avancerade material och beläggningar spenderar jag mindre tid och pengar på underhåll. Min extruder går längre mellan serviceintervallen, och jag behöver inte oroa mig lika mycket för haverier. Denna tillförlitlighet låter mig fokusera på att producera högkvalitativa återvunna pellets.
Dricks:Matcha alltidpipmaterialberoende på de typer av plaster och tillsatser du bearbetar. Tåligare material och beläggningar lönar sig när du hanterar slipande eller blandat plastavfall.
Genom att kombinera förbättrad smälthomogenisering, optimerad skruvgeometri och avancerade cylindermaterial uppnår jag högre effektivitet och bättre resultat i min plaståtervinningsverksamhet. Dessa mekanismer samverkar för att leverera jämn kvalitet, högre produktion och lägre kostnader.
Lösning av vanliga återvinningsutmaningar
Hantering av kontaminering och variabelt råmaterial
När jag driver min återvinningsverksamhet möter jag oförutsägbara råmaterial varje dag. Vissa partier innehåller ren, enhetlig plast. Andra anländer blandade med smuts, metall eller fukt. Jag vet att oregelbundet formade ommalda partiklar har lägre skrymdensitet än jungfruliga pellets. Detta minskar genomströmningen och gör att min extruder arbetar hårdare. Om jag inte åtgärdar dessa problem ser jag högre smälttemperaturer och försämrad pelletskvalitet.
Jag förlitar mig på min enda skruvcylinder för att hantera dessa utmaningar. Den optimerade matningszonens geometri, särskilt förstorade matningsfickor, förbättrar matningen och transporten av fasta ämnen. Denna design förhindrar materialstagnation och håller flödet stabilt. Jag märker att min extruder bibehåller smältkvaliteten även när jag bearbetar blandade eller förorenade plaster.
Här är de största utmaningarna jag stöter på vid plaståtervinning:
- Oregelbundna omslipade former och låg skrymdensitet
- Minskad genomströmning och effektivitet
- Högre smälttemperaturer och smala processfönster
- Kontaminering och materialnedbrytning
- Bearbetningsvariationer med blandade plaster
Min enda skruvcylinder hjälper mig att övervinna dessa problem. Jag ser bättre matningseffektivitet, jämnt materialflöde och lägre energiförbrukning. Den här tekniken gör att jag kan bearbeta ett bredare utbud av återvunnen plast utan att offra kvaliteten.
Jag jämför ofta enkelskruvsextrudrar med dubbelskruvsextrudrar. Dubbelskruvmaskiner erbjuder utmärkt blandning och avgasning, men de kämpar med höga tryck och kontaminering. Enkelskruvsextrudrar, som mina, hanterar filtreringsintensiv återvinning och tolererar föroreningar bättre. Här är en snabb jämförelse:
| Särdrag | Enkelskruvsextruder | Dubbelskruvsextruder |
|---|---|---|
| Blandningseffektivitet | Måttlig blandning, begränsad homogenisering | Utmärkt blandning, intensiv distribuerande/dispersiv verkan |
| Temperaturuniformitet | Måttlig, benägen för varma/kalla fläckar | Mycket jämn smälttemperaturfördelning |
| Utgångsstabilitet | Bra, kan ha pulsering | Konsekvent, stabil utdata |
| Materialets mångsidighet | Bäst för homogena, jungfruliga material | Hanterar tillsatser, blandningar och förorenade råvaror |
| Avgasningsförmåga | Begränsad eller ingen | Hög, med vakuumportar och ventilationszoner |
| Idealt användningsfall | Liten skala, ren jungfrulig ABS | Industriell skala, special, färgad, återvunnen ABS |
Jag väljer enkelskruvsfat för deras högtryckskapacitet och bättre tolerans mot föroreningar. Detta beslut hjälper mig att undvika kostsamma reparationer och håller min återvinningslinje igång smidigt.
Minska slitage från slipande material
Slitande plaster och fyllnadsmedel, såsom glasfibrer, talk och kalciumkarbonat, utgör en stor utmaning i min anläggning. Dessa material sliter snabbt ner skruvar och hylsor. Jag brukade byta ut komponenter ofta, vilket ökade stilleståndstider och kostnader.
Nu använder jag enkelskruvade pipor med avancerade ytbehandlingar och beläggningar. Min pipa har en nitrerad yta och lager av bimetalllegeringar. Dessa förbättringar ökar hårdheten och motstår nötning. Jag ser en stor skillnad i hållbarhet. Min utrustning håller längre, även när jag bearbetar tuffa, slipande plaster.
Viktiga designfunktioner som hjälper mig att minimera slitage inkluderar:
- Optimerad skruvgeometri för att förhindra trycktoppar och smältturbulens
- Val av slitstarka material och specialbeläggningar
- Skräddarsydd design för specifika råmaterial och fyllnadsmedel
- Precis bearbetning för slät yta
- Simuleringsprogramvara för att förstå smälttrycksfördelning
Jag lärde mig atthögsta slitage sker nära övergångssektionen, där fasta ämnen kilar sig fast och trycket stiger. Genom att välja rätt material och beläggningar, jagminska slitage med upp till 60 %Regelbunden inspektion och underhåll av områden med högt slitage, såsom matnings- och utmatningsområden, håller min extruder i toppskick.
Dricks:Jag anpassar alltid min skruvcylinders design till de plaster och fyllmedel jag bearbetar. Denna metod förlänger utrustningens livslängd och förbättrar produktionseffektiviteten.
Förbättra processstabilitet och konsekvens i produktionen
Stabil bearbetning är avgörande för att producera högkvalitativa återvunna pellets. Innan jag införde teknik med en enda skruvtrumma kämpade jag med flödessvängningar, smältinstabilitet och dålig transport av fasta ämnen. Dessa problem ledde till lägre produktionshastigheter, ökad kassation och högre arbetskraftskostnader.
Med min JT-enkelskruvcylinder uppnår jag stabilt smältflöde och jämn produktion. Avancerade styrsystem, inklusive sensorer och logiska styrenheter, hjälper mig att upprätthålla en jämn temperatur och ett jämnt tryck. Jag övervakar processförhållandena noggrant för att förhindra fluktuationer som kan destabilisera driften.
Jag använderbimetalllegeringar och avancerade beläggningarför att förbättra slitage- och korrosionsbeständigheten. Dessa egenskaper är avgörande för bearbetning av slipande eller återvunna plaster. Stabila processförhållanden förhindrar variationer i produktegenskaper och minskar avfall.
Här är de steg jag tar för att upprätthålla processstabilitet:
- Regelbundet underhåll och snabb utbyte av slitna skruvar och pipor
- Övervakning av temperatur och tryck med avancerade styrsystem
- Användning av anpassade skruvprofiler för bättre smälthomogenitet och blandning
- Inspektera områden med högt slitage för att minska oväntade driftstopp
Studier visar att optimering av skruvhastighet och temperaturzoner ökar genomströmningen och förbättrar återvinningsbarheten. Lägre skruvhastigheter ökar vridmomentet och minskar mekanisk energi, vilket leder till bättre effektivitet och mer jämn produktion. Jag har dokumenterat ökningar av produktionshastigheten på 18 % till 36 % efter att ha optimerat min skruvcylinderdesign.
Notera:Konsekvent inspektion och förebyggande underhåll förlänger utrustningens livslängd och förbättrar den övergripande processstabiliteten i min återvinningsverksamhet.
Genom att hantera kontaminering, slitage och processstabilitet hjälper min enda skruvtrumma mig att leverera pålitliga, högkvalitativa återvunna pellets. Jag möter kraven för modern återvinning med tillförsikt och effektivitet.
Enkelskruvtrumma för återvinning av granulering: Verkliga resultat

Ökad genomströmning och kvalitet
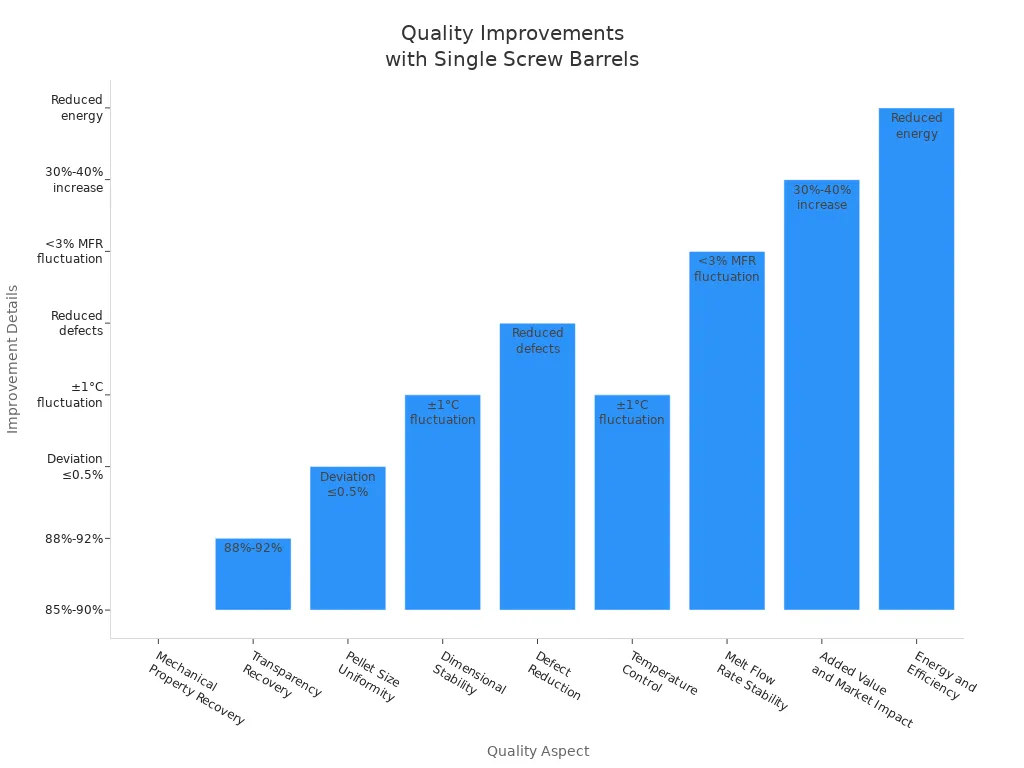
När jag bytte till en enda skruvtrumma för återvinning av granulering såg jag en tydlig ökning av både genomströmning och pelletskvalitet. Mina återvunna pellets uppvisar nu bättre mekanisk hållfasthet och förbättrad transparens. Jag kan kontrollera pelletsstorleken mer exakt, vilket hjälper mig att uppfylla strikta kundkrav. Den avancerade temperaturkontrollen håller smältflödet stabilt, så jag får färre defekter och mer enhetliga pellets.
| Kvalitetsaspekt | Förbättringsdetaljer |
|---|---|
| Återvinning av mekanisk egendom | 85–90 % återvinningsgrad, mycket högre än med vanlig utrustning |
| Återställning av transparens | 88–92 % återhämtningsgrad |
| Pelletstorlekens enhetlighet | Storleksavvikelse inom 0,5 % |
| Dimensionsstabilitet | Jämn temperatur (±1 °C fluktuation) säkerställer stabilitet |
| Defektreducering | Färre föroreningar och defekter |
| Temperaturkontroll | Femstegsreglering, ±1°C fluktuation |
| Stabilitet i smältflödeshastighet | MFR-fluktuation mindre än 3 % |
| Mervärde och marknadspåverkan | 30–40 % ökning av mervärde |
| Energi och effektivitet | Lägre energianvändning, högre effektivitet |
Lägre underhåll och driftstopp
Jag har lärt mig att regelbunden skötsel gör att min enkelskruvtrumma för återvinning av granulat fungerar smidigt. Jag följer ett strikt underhållsschema och inspekterar trumman varje vecka. Jag håller alltid temperaturen och skruvhastigheten stabil för att undvika belastning på maskinen. Rent, sorterat plastråmaterial hjälper till att förhindra skador från föroreningar. Jag rengör och smörjer rörliga delar för att stoppa rost och friktion. När jag ser slitna delar byter jag ut dem direkt. Jag väljer trummor tillverkade av tåliga legeringar med speciella beläggningar, som nitrering, för att förlänga deras livslängd.
- Veckovisa fatinspektionerhålla min utrustning i toppskick.
- Korrekta temperatur- och tryckinställningar förhindrar slitage.
- Rent råmaterial minskar inre skador.
- Regelbunden rengöring och smörjning förhindrar haverier.
- Proaktivt utbyte av delar undviker oväntade driftstopp.
- Slitstarka legeringar och beläggningar gör att pipan håller längre.
Anläggningar som följer dessa steg rapporterar färre stillestånd och lägre reparationskostnader. Min återvinningslinje fungerar nu mer effektivt och tillförlitligt.
Fallstudie: JT Enkelskruvtrumma inom återvinning av multiplast
Jag installerade JT:s enkelskruvtrumma för återvinning av granulering i min anläggning för att hantera olika plaster som PE, PP och PVC. De slitstarka materialen, som38CrMoAl och volframkarbid, har förlängt pipans livslängd. Jag spenderar nu mindre på reparationer och utbyten. Min produktionslinje stannar sällan, så jag klarar mina leveransdeadlines. Den konsekventa prestandan hos JT:s enkelskruvtrumma för återvinning av granulering har förbättrat min produktion och minskat mina kostnader. Jag ser färre avbrott och bättrepelletskvalitet, vilket hjälper mig att hålla mig konkurrenskraftig på marknaden.
Jag ser hur enkelskruvtrummor löser viktiga återvinningsproblem. Min erfarenhet visar bättre smältkvalitet, blandning och processstabilitet. Med enkelskruvtrumman för återvinning av granulering uppnår jag högre effektivitet och tillförlitlighet. Dessa förbättringar stöder renare drift, sänker kostnaderna och hjälper mig att möta den växande industrins krav på hållbar plaståtervinning.
Vanliga frågor
Vilka plaster kan jag bearbeta med JT:s enkelskruvtrumma?
Jag kan bearbeta många plasttyper, inklusive PE, PP, PS,PVC, PET, PC och PA. Tunnan anpassar sig till olika material för effektiv återvinning.
Hur minskar jag slitaget på min skruvhylsa?
Jag använder pipor tillverkade av starka legeringar med nitrerade eller bimetalliska beläggningar. Regelbunden rengöring och korrekta inställningar hjälper mig att förlänga pipans livslängd och bibehålla hög prestanda.
Varför är homogenisering av smälta viktig vid återvinning?
Smälthomogenisering ger mig enhetliga pellets. Jag ser färre defekter och bättre produktstyrka. Konsekvent blandning hjälper mig att uppfylla kvalitetsstandarder och kundernas behov.

Publiceringstid: 21 augusti 2025